Copyright © 2007 - 2026, Coachworks For contact data Click Here.
Copyright © 2007 - 2026
Copyright © 2007 - 2026,
Coachworks For contact data
Click Here.
![]()
 Porsche
Engine:
Porsche
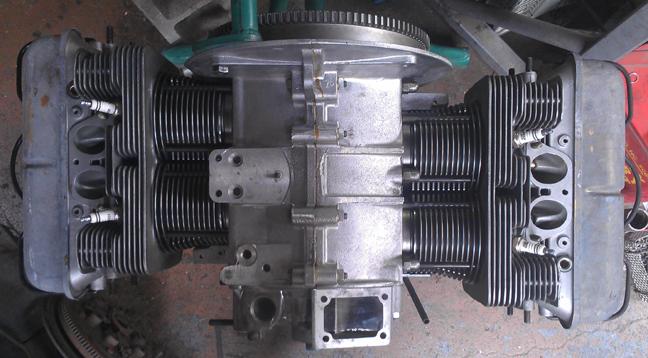
Engine:AT RIGHT: This engine in long-block form following the rebuild described below. Note that the wire bails standing nearly horizontally is an indicator that they have the correct tension to help prevent leaks at the valve covers! Bails that do not stand horizontally (or nearly so) on their own can be bent to correct the loss of tension. Note the full-flow oil filter unit fitted instead of the standard oil pump cover.
We built and sold this engine in 2012, and the owner drove it with too much ignition advance and "blew it up!" This web page details its subsequent return to service. The original build is documented here.
This 1963 356 SC engine was factory rebuilt in 1968 and period correct for such a rebuild (excepting larger cylinders and full-flow oil system) and has just undergone a complete overhaul, and is fully balanced for smooth running, long life, and a few more HP.
AT RIGHT: This engine when we finished it the last time! ... We didn't install the carburetors, distributor, etc, last time but are doing so on this go-around.
The engine is effectively an SC as envisioned by Porsche as if it had been manufactured new in 1968 instead of '63 (by the numbers, it's a '64 model year SC produced in the late summer of '63).
As noted above, we rebuilt this engine once before! On that occasion, we only assembled it as a longblock and did not do the further assembly or any tuning. You can read about that here. We're glad to have a chance to do this rebuild but are sad the engine only had about 6k miles on it when it broke a piston. We decided the causes were two: preignition (ignition too advanced), and a lean mixture (causing overheating). This time we are completing the full assemby and are going to run it in on our dynamometer and tune it there.
When we had serviced this engine the last time we noted that, "This case has never been align-bored and presently measures on the small (tight) side of standard, so much so, in fact, that it's borderline TOO unused!"
Unfortunately, the customer beat it hard! It's now at low-limit and he only put about 6k miles on it! Ouch! The lesson here is: respect compression, ignition timing and RPM limits!
BELOW: The right case half, cleaned and ready for use. We obviously did the same for the left - images of it below.

Unfortunately, we did find a problem, but a minor one, with the right case half. Apparently the "local Porsche shop" the customer used to tear the engine apart gouged the case half with a screwdriver during disassembly, as can be seen here:

If you check the images of this case when we rebuilt it in 2012, there was no scratch! (However, we didnt' double check that the images we posted on the web are of high enough resolution to see this! However OUR copies of the images show no such scratch!) ... As it's on the top and as it's not that bad, I guess we can "forgive" it, but just remember, not all "Porsche shops" know how to prevent damage such as this - or maybe it's that they didn't / don't care?
 Originally,
the plan was to just replace the main and rod bearings and reassemble it, but
it turned out that the rods were beaten hard and I wisely chose to NOT run them
as was! (See images of the rod bearings above to see what they looked like!)
So, I grabbed a rebuilt set of the same type.
Originally,
the plan was to just replace the main and rod bearings and reassemble it, but
it turned out that the rods were beaten hard and I wisely chose to NOT run them
as was! (See images of the rod bearings above to see what they looked like!)
So, I grabbed a rebuilt set of the same type.
AT RIGHT: The rods that went into this engine... Our favorite place to take photos of rods was busy with M8 bolts - awe, what the heck, they won't mind!
For us, "rebuilding the rods" means to:
This is all standard work so there aren't any photos of them in-process. But here's a batch (above right) from earlier this year. The set in this engine is either one of the six sets in this batch, or is from a preceding batch.

AT RIGHT: Here's the crankshaft, cleaned up and with the newly rebuilt rods (and new bearings!) installed. Ready to go!
As we noted on the web page when we built this engine previously, that crank is actually a 912 crank and was probably a replacement from when the Porsche factory rebuilt the engine back in '68.
 Crankcase
Assembly
Crankcase
AssemblyHaving cleaned and checked the crankcase, and with the rods already on the cranmk, time for assembly.
AT RIGHT: The left case half, cleaned and assembled all the way to being ready for the right half... Note the new, wide-lobe camshaft.
One sets the crank in place, sets the thrust bearing properly into its dowel pin, and checks the fit of the camshaft. We re-used the original cam gear. We then oiled the lifters, installed them, re-set the cam into place and
As with the last time we rebuilt this engine, we used an Ro200 cam, but this time a new one. It's a wide-lobe type (all Ro200s are), and it requires a tapered lifter. The lifters were in good shape, but we refaced them anyway and provided the required taper. We replaced the cam because the intake lobes were badly pitted. We presume this was from over-revving but the customer swears not! As before, it's parkerized.

AT RIGHT: The flash didn't go off on the camera, but you can still read the cam designation. It reads: Ro200.5 - the other letters and numbers are an ID for the casting used.
Parkerizing is a hardening process which eliminates any "need" to over-rev the engine to work-harden the cam lobes. (If anyone ever tells you you must rev your freshly rebuilt engine to high-rpm in order to work-harden the camshaft lobes, you've chosen the wrong parts vendor / cam grinder! This should never be required! If you're racing, that's one thing, but most of us can afford the normal, gentle run-in process that results in a long-lived engine...)
...We also had an issue with, of all things, the camshaft end-plug!
The old one was bent! Not round! Would be trouble!
BELOW, LEFT & RIGHT: The old cam plug (right) is no longer round! Not sure why, but we didn't care to hastle with it, and just put in the one pictured at left.


Now, time to put the case halves together! Prep-work done correctly, this goes easily and quickly.

Then, the timing cover...

Then, fit the two oil control pistons, their springs and caps, with seals, of course!
While we didn't see a definitive need for it, in consultation with the customer, it was decided to flycut the heads. Once we had the valves out, we decided to then do a valve job, though the valve guides were just fine.

Following the flycutting, and reassembly of the heads, their CC volumes were measured and found wanting. (Note that performing a valve job generally means that the valves will seat at different depths than they did before, and if one only takes out the minimum material required - as opposed to a set amount applied to all - then the combustion chamber voumes can change.) The left side was mismatched about 1cc, and the right about 0.8cc. The factory matched to within 0.5cc, so, we put in some effort to make each pair of combustion chambers mach their neighbors.


Note that the carbon deposits were rather thin - more stain than coating - and we found no need to blast them clean. We got the left one matched to within 0.2cc, and the right to also within 0.2cc.
Also note that the cylinders cleared the heads and there was no need to "deck" the "upper" surface to clearance cylinder fins.
However, the exhaust port for what would become 3 had developed an issue from having been run for too long a time with a loose J-pipe. Unfortunately, the before image didn't work out, but here it is after having a file run very delicately over it to make it flat once more.

 Pistons
and Cylinders
Pistons
and CylindersThe original cylinders were "biral", with cast aluminum fins over an iron liner. These are great but have the drawback that the process anneals the iron, softening it, and so they wear a bit faster than their all iron counterparts. So, we chose to have a new set nickel plated! The nickel is so hard it basically eliminates the wear problem.
AT RIGHT: Here, the engine has just had the pistons fitted, without rings, and the cylinders slipped on, as described in the text. The two heads seen below the engine (on the engine stand's cart), are the two heads for this engine, waiting installation.
Here's our process: Two of these steps require special tools most shops don't have.
 We
like to carefully measure everything and then mix-and-match the parts for superior
fit. We have also discovered significant manufacturing errors with this process
which would likely have gone unnoticed without these measures. It is remarkably
easy, for example, to overlook the circumstance of the crankshaft bore not in
the true center of the crankcase, angled on the horizontal left or right of
center, or not on the same horizontal plane at all. Yet examples of errors like
these are not as uncommon as we would like.
We
like to carefully measure everything and then mix-and-match the parts for superior
fit. We have also discovered significant manufacturing errors with this process
which would likely have gone unnoticed without these measures. It is remarkably
easy, for example, to overlook the circumstance of the crankshaft bore not in
the true center of the crankcase, angled on the horizontal left or right of
center, or not on the same horizontal plane at all. Yet examples of errors like
these are not as uncommon as we would like.
We did a height comparison check, and found no issues, but didn't get a photograph of it - see the images from the last time we rebuilt this engine where we got such photos! ...
The next thing we do is something nobody else does (that we know of) in the engine building process, and that is to measure the height the piston crown comes above the plane of the top of the cylinder. (Please see the above images!) I call this the CAC, or "Crown Above Cylinder." This value is important because, firstly, it can reveal deeper problems, and because it helps us get the compression ratio equal in all four cylinders.
Here are some of the deeper problems that can be discovered through a CAC check:
In order to do this for these engines, you have to have special tools. Here, you can see them in action on this engine in the two images above.
ABOVE RIGHT & BELOW RIGHT & LEFT: The pistons are being checked for how high they protrude from the cylinders. This is called "CAC" in our nomenclature, Crown Above Cylinder, as discussed in this text. Only the sharpest-eyed among us can tell that the cylinder walls are nickel plated because you have to be intimately familiar also with what an iron cylinder (sans plating) looks like! But, the vendor numbers each cylinder so you can be sure! Note the numbering in the image below right on the top fin of cylinder 4, just left (our left) of the most-foreground head stud.


Even if you can't read the needle in these images, you can tell that these are cylinders 3 (left), and 4 (right), and you can see that the needles are in virtually the same exact spot! That's what we want to see! The distance between the smallest tick marks is one hundredth of a mm, or 0.0004", and you can discern to perhaps a tenth of that! So, this is a very accurate measure, performed while the cylinder is under torque, so any shims are squished flat, etc.
The accuracy is so good, that if you take the time to swap parts around, you can accurately determine discrepancies in the manufacture of the various parts! But, we ARE splitting hairs here! A benefit to both engine builder and customer is that the ability to move parts around for better fit means that perfection is more easily achieved, and the more equal the HP production of each cylinder, the smoother the engine will run, and the more HP the engine will produce overall.
Because this process includes the entire assembly, torqued as in service, and measures the height each piston protrudes out of its cylinder, all errors in connecting rod lengths, cylinder heights, crankcase spigots depths (cylinder bore deck), piston connecting pin heights, and shim thickness' are accounted for in the measurement results. There is no superior method.
(Note that I took a few images of the cylinders alone but they were either too bright and washed out from too much flash, or they were too dark and didn't show much of anything, or they were out of focus!... But, there should be enough images of them in other situations here!)
Now, about those pistons! (These were the only images that kind of worked out.)


ABOVE LEFT & RIGHT: These pistons are forged, 86mm, yield a nominal 9.5:1 compression ratio and have only one valve relief pocket, which means they're semetrical and don't have a leading pin design as the originals did. They're extremely well made, have a modern, light-weight ring stack, and use the oil ring to pump oil into the piston pin boss!
 Assembly
to a long-block
Assembly
to a long-blockAt this point the engine is ready for its cylinder heads, and this work went very quickly - as it should! - as all the prep work was already done.
Prepare the head "bolts" and washers, prepare the pushrod tubes, prepare the lower cylinder air deflection plates and their wire retainers, and get the torque wrenches set, and bolt on those heads!
AT RIGHT: The head nuts were replated.
My pattern is to mount one head, torque it to 7 ft lbs (as per the manual), then mount the other head the same way, and then alternate between the heads with an ever-increasing torque up to the final torque value, then repeat the final value until the fasteners no longer turn when torque is applied.
I installed powder-coated lower cylinder air deflector plates, and tried to get an image of them, but you really can't tell. Oh well. Here's one such image anyway.

I took a lot more images, but it was dark in the workshop (which is well lit via skylights during the day), and the images were very poor due to contrast problems. Here we see some images that could have used the flash!

OK, heads on, now mount the valve gear, adjust the valves and pop on the valve covers - uh, oops, valve covers are busy being refinished! They'll go on later.


 Then
fit the oil drain plug - nope, drain pug already fitted! ...and sump screen
and plate. Of some small note is that all the sump studs are original and in
fine condition, except for one having been lost in the disassembly process -
it was replaced. I used new extra deep stainless steel cap-nuts to protect the
studs into the future. The extra-deep ones prevent the nut bottoming out and
becoming stuck on the stud and hopefully will reduce the tendency for the studs
to come out when the cap nut is removed.
Then
fit the oil drain plug - nope, drain pug already fitted! ...and sump screen
and plate. Of some small note is that all the sump studs are original and in
fine condition, except for one having been lost in the disassembly process -
it was replaced. I used new extra deep stainless steel cap-nuts to protect the
studs into the future. The extra-deep ones prevent the nut bottoming out and
becoming stuck on the stud and hopefully will reduce the tendency for the studs
to come out when the cap nut is removed.
AT RIGHT: Here we see the bottom of the completed longblock. As mentioned in the first image caption near the top, note that the wire bails standing nearly horizontally is an indicator that they have the correct tension to help prevent leaks at the valve covers! Bails that do not stand horizontally (or nearly so) on their own can be bent to correct the loss of tension.
Unfortunately, we didn't take a lot of images of it in-progress. In short, there were a lot of sheet-metal "fitment" issues, but we caught this one problem a bit late in the program... First, we noticed the alignment of the thermostat diaphragm was poor, THEN noticed a crack in the mounting bracket - this AFTER we'd already had it powder-coated!
BELOW LEFT & RIGHT: On the left, the alignment problem is clear as the thermostat has its rod mounted, so the linear alignment is what's needed. On the right, note the crack in the weld just on the right-hand edge of the mounting bracket. What a pitty! The left hand side had a smaller crack started - no idea what caused it...


So obviously, the bracket was bent back into position and the cracks cleaned up and re-welded! THEN, of course, the damage to the powder coating was rectified.
BELOW LEFT & RIGHT: The engine dismounted from engine stand and end-play set. Note the special flywheel lock that doubles as a stand that helps stabilize the engine for the repeated torquing and removal required for setting the end-play while resting on the rather large jack cradle. The change in color had to do with the sun setting and the latter (right) image being taken with artificial lighting (including flash).



AT RIGHT: Here's the glad nut used - seldom seen! It's Original Equipment, New Stock, and it's a little more than twice the price of the modern reproduction parts. However, unlike the modern repros, this part has proper thread engineering, and, with properly thin walls, stretches as originally designed, thus engaging all the threads. (In contrast, the too-solid units do NOT engage all the threads properly which is why the sellers advocate extreme torque for their products. In such cases, a great fraction of all the threads are put into extreme stress, on both the fastener and the crankshaft. We think this is a BAD idea!) And, it has needle bearings instead of a bronze bushing...

AT RIGHT: Here, the engine is mounted to the dynamometer for run-in. Of course, the exhaust is not yet mounted, nor are all the various fuel and wiring hookups completed yet. Yet here you can see all our work. Virtually all the components rebuilt by our hand, plating, powder-coating, the works - she's a thing of beauty! And note that rare burnt-siena colored distributor cap, as original!
BELOW: And now, ready to run! I love the run-in process, personally.... However, note that those STILL aren't the valve covers that belong on this engine - loaners! (You can just barely see the correct valve covers in the bottom image on this page.)

...The run-in process went off without a hitch, though the tuning process did require a LOT of fiddling with the carburetors. We ended up with 145 mains and 57.5 idle jets in three, and ONE cylinder required a 65 idle jet! Odd, but you give them the love they need! ... I'd like to add that that's more main jet than I've EVER needed to use before... Modern fuels aren't very good as compared with their older counterparts - it's the one area that's gone seriously backwards since these cars were new!
Just for fun, in having the air cleaners off for better discovery of which cylinders were lean-popping, I spotted this fuel-fog and decided to snap a photo:

And FINALLY, it's crated and on its way back to the vehicle it belongs in! YAY! (The tag reads, "This engine has NO OIL!") ... Note that at last the correctly plated valve covers are installed - pity you can barely see them, they're beautiful!

Because some people are keeping logs of VIN and engine numbers and then purport to tell people what someone else has, out of respect and concern for a buyer's privacy, exact VIN and engine number data are not published here.