Copyright © 2007 - 2026, Coachworks For contact data Click Here.
Copyright © 2007 - 2026
Copyright © 2007 - 2026,
Coachworks For contact data
Click Here.
![]()
Note that 1963 is the production year, the model year is 1964.
AT RIGHT: Yes, those are the factory-blackened SC heads mounted on modern big-bore biral cylinders! This image was taken just before mounting to the Stuska Engine Dynamometer, and the installation of the exhaust.
This 1963 356 SC engine has just undergone a complete overhaul, and is fully balanced for smooth running, long life, and a few more HP.
NOTICE
We've long-since completed this engine - it's in a car, in service now! This is just kept for historical purposes.
Meanwhile, the contents are reasonabley accurate, just incomplete.

This engine has genuine SC case, heads, and crankshaft (not 912), all in great condition. New, modern "big-bore SC" pistons and biral cylinders were fitted - iron cylinders with cast aluminum fins fitted with 9.5:1 compression ratio (nominal) as original, but with a larger bore of 86mm, making 1719cc. The crankcase was align-bored to 1st over during this renovation. A brand new, wide-lobe factory replacement cam, the so-called "RO-200" was fitted. As with all engines we build, all new valve guides and springs were fitted, the rockers "hard-faced", and all the other high-quality details were applied as outlined in this document.
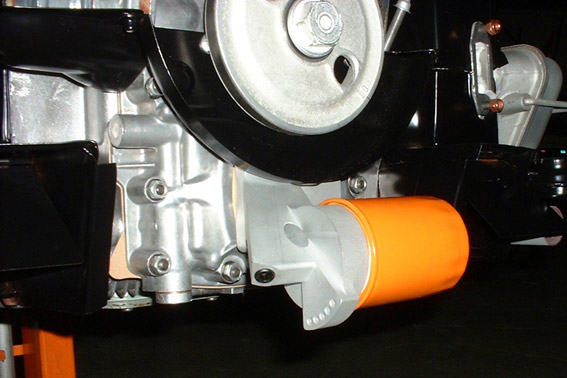
Of course this engine has the late-type oil pump, but in due consideration for better oil filtration, a notch was machined into the pump's outlet that permits the fitting of the Precision Matters brand full-flow oil system (as seen here) without further modification - we run these units on ALL our own engines! If not used, there's no effect, visual or mechanical on the engine, but if desired, this full-flow oil system can be added with the engine still installed in the car and fully assembled!
This engine has undergone a thorough rebuild as described herein. Every detail about the engine has been attended to; nothing was ignored.
This engine came from a very early SC coupe which lived its life in and around Davis CA, but had sat since the late 1980s or early 1990s.
Unfortunately, it was coated in leaf-litter and debris from sitting outside for so long!
This crankcase is in great condition! It needed a good cleaning, and it was really dirty. Thankfully, it wasn't corroded...
Cleaning was the typical chore due to the fact we can't use solvents for cleaning any more. Now all we can use here are "aquious cleaning solutions" which is another way to say, "strong soap and water." But, heated, it works, only the heating of the solution costs a remarkable amount of money to operate!
Apparently I didn't take any photos of the case in the parts washer, but it did take several days of soaking and brushing now and then.
It also needed an "align bore." I apparently didn't photograph that being done to this case, but here's an image of an align-bore being performed on a different engine in our workshop.
 Crankshaft
and Connecting Rods
Crankshaft
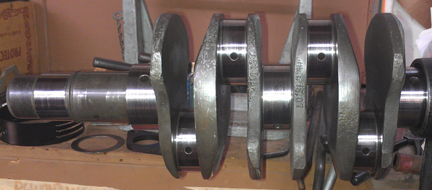
and Connecting RodsAs I always do, the crankshaft was magnifluxed to check for cracks. (I will never put an engine together without checking unless it's literally a brand new crank.) It checked out as OK, but in the process the timing gears were removed and it then became obvious that whoever had ground this crankshaft in the past didn't bother with taking the gears off before doing that work! That's lazy and sloppy, but you can get away with it. The crankshaft was already at "10/10" (0.25mm has been removed from both the main journals and the rod journals) and, thankfully, was still OK to run at those sizes. I also balanced the crankshaft and the journals were polished.
ABOVE RIGHT: This crankshaft after magniflux and polishing, with the gears re-installed. Here you can more easily see that it's a real SC crank and not a later 912 crank. The difference is the webing between rod journals 3 and 1 and between 2 and 4; it's got a longer slope of transition. (...Here's a photo of a 912 crank to compare with!)
I rebuilt the rods, of course. All these are "late type", the best of the breed.
 For
me, "rebuilding the rods" means to:
For
me, "rebuilding the rods" means to:
This is all standard work so there aren't any photos of them in-process.
ABOVE RIGHT: The rods that went into this engine ready for installation.
BELOW LEFT: The crankshaft for this engine, now ready for installation.

As I don't usually do this, it's worth pointing out that I installed new cam followers. Hey, they were already purchased!


ABOVE, LEFT & RIGHT: The new lifters, emerging from their original packaging. I used hot water and a rag to get the cosmoline off! And, I checked that they were not clogged, just to be sure.
BELOW LEFT AND RIGHT: The camshaft is a brand new wide lobe R0200.5 replacement cam. This was the factory's choice. This one is perfect.


BELOW LEFT & RIGHT: This case cleaned and ready for assembly, the left half already mounted in an engine stand. Unfortunately, the camera flash was turned off for the left half, while the right is more fully visible, but it does serve to illustrate how much the flash brightens things up! Note that the same effect in other photographs makes the heads look rather dull grey and not black!


Pop in all four bearing halves (bearings 2 and 3), the dowel pin for the thrust bearing (bearing 1), lay it all in there and fit a timing gear...
 As
usual, I selected a perfectly fitting timing gear from my carefully sorted selection.
As
usual, I selected a perfectly fitting timing gear from my carefully sorted selection.
BELOW LEFT: Here we see the box of camshaft gears, cleaned, and carefully sorted by size to make engine building quicker and more accurate.

Now, time to put the case halves together! Prep-work done correctly, this goes easily and quickly and the story is best told in images. Note that I used genuine 14mm ATF (across the flats) bolts and nuts, and 12mm ATF nuts on the timing cover, all replated in clear cadmium, though none of these were mounted in the photos in this section!
ABOVE RIGHT: Here we lay the parts in place and then try and find the perfect fit camshaft drive gear. Once one is selected, the gear is mounted using thread locking compound on the bolt threads to ensure it stays together. Then, only the camshaft end plug is required before assembly.
 Not
that it means much, but you can just barely make out in these two images (above
right and below left) a switch out of the engine stand in use. We'd just gotten
several more and were trying them out. The one in the image below left is an
odd and very rare aluminum Belzer head mated with a original VW / Porsche Matra
brand yoke. I made all the carts and at two new stands to which the heads are
bolted. The Belzer is a winner, the other is not!
Not
that it means much, but you can just barely make out in these two images (above
right and below left) a switch out of the engine stand in use. We'd just gotten
several more and were trying them out. The one in the image below left is an
odd and very rare aluminum Belzer head mated with a original VW / Porsche Matra
brand yoke. I made all the carts and at two new stands to which the heads are
bolted. The Belzer is a winner, the other is not!

LEFT & ABOVE RIGHT: This engine as a "short block," minus the timing cover, with parimeter bolts not yet installed.
As described earlier, I am preparing this engine for the use of the Precision Matters full-flow oil filter system, so I machined the timing cover, but hadn't completed that work at the time the two halves went together, so...
Minus the timing cover, here we have it as a "bottom end" - some would call this a "short block."
I was a little eager about taking photos and hadn't yet gotten the perimter bolts attached! They should be tightened within the first few hours of having the halves attached while the sealing compound is still very wet though it doesn't really cure until it goes through a heat cycle.
 Pistons
and Cylinders
Pistons
and CylindersOriginal SC / 912 cylinders in runnable condition are quite rare today because the process of casting the aluminum fins over the iron liner during the manufacturing process naturally anneals the iron liner, so it's softer than it's all-iron cylinder counterpart, and thus wears faster. And so by now, fifty years later, nearly all of them are worn out! Five to 7 years ago, we finally got a new piston and cylinder manufacturer who is paying attention to our market, and their products are now proven in service. And, lucky for SC enthusiasts, in just in the last year or so, they've added these "Big Bore SC" piston and cylinder sets.
AT RIGHT: This engine's set of Big Bore SC pistons.
MISSING PHOTO: Forgot to take an image or two of the cylinders! But don't worry, you can see them in lots of he images here, starting with the next image below!
We always check the match pistons to cylinders and match piston weights as a set, and provide any remedial action to correct any errors before installation. For example, by shuffling around the piston pins among the pistons, one can usually improve the matching of piston weights. This set started out mis-matched by around 2 grams, but naturally balanced by mixing and matching which pin went where (without removing material) to within 0.5 grams - the official specification is ten grams (10g). Because one was much ligher than the others, I opted not to remove a lot from all three others - 0.5g is still very very good and is around the weight of three drops of oil!
 For
many shops, from this point, installation goes very quickly, but we think this
is where one needs to take one's time! The key reason one needs to take time
here is that there are production tolerances on every part in an engine, and
while a set of parts may look identical, there's often subtle variation between
members of a set, and there are sometimes significant errors in production
that weren't caught by the manufacturer's quality control processes. These errors
can "stack up" and cause problems if not discovered and corrected.
For
many shops, from this point, installation goes very quickly, but we think this
is where one needs to take one's time! The key reason one needs to take time
here is that there are production tolerances on every part in an engine, and
while a set of parts may look identical, there's often subtle variation between
members of a set, and there are sometimes significant errors in production
that weren't caught by the manufacturer's quality control processes. These errors
can "stack up" and cause problems if not discovered and corrected.
AT RIGHT: This engine's cylinder 3 is being checked for the CAC value.
Here's our process: Two of these steps require special tools most shops don't have.
 We
like to carefully measure everything and then mix-and-match the parts for superior
fit. We have also discovered significant manufacturing errors with this process
which would likely have gone unnoticed without these measures. It is remarkably
easy, for example, to overlook the circumstance of the crankshaft bore not in
the true center of the crankcase, angled on the horizontal left or right of
center, or not on the same horizontal plane at all. Yet examples of errors like
these are not as uncommon as we would like.
We
like to carefully measure everything and then mix-and-match the parts for superior
fit. We have also discovered significant manufacturing errors with this process
which would likely have gone unnoticed without these measures. It is remarkably
easy, for example, to overlook the circumstance of the crankshaft bore not in
the true center of the crankcase, angled on the horizontal left or right of
center, or not on the same horizontal plane at all. Yet examples of errors like
these are not as uncommon as we would like.
AT RIGHT: This engine's cylinder 4 undergoing a CAC check. Note the difference in the dial reading from #3 above. The small divisions on the dial are 0.01mm - less than a half a thousandth of an inch - and the major divisions are 0.1mm, or about 0.004. These differences may appear minor but reveal a great deal and provide a wonderful opportunity for improvement; in this instance there was around a 0.1mm difference in piston pin heights and by swapping 3 and 4, the effective combustion chamber volumes were brought much closer to perfection.
Missing is an image - I usually take! - of them being fitted for height comparison check - this is done to ensure that there are no difference between the cylinder heights that the head itself "sees." The book value for tolerated error is 0.1mm (four thousandths of an inch). (Here's an image of doing the cylinder height check for another engine in our workshop.)
The next thing we do is something nobody else does (that we know of) in the engine building process, and that is to measure the height the piston crown comes above the plane of the top of the cylinder. I call this the CAC, or "Crown Above Cylinder." This value is important because, firstly, it can reveal deeper problems, and because it helps us get the compression ratio equal in all four cylinders.
Here are some of the deeper problems that can be discovered through a CAC check:
In order to do this for these engines, you have to have special tools. Here, you can see them in action on this engine in the two images above.
As noted in one of the imge captions, even if you can't read the needle in these images, you can tell that there's a difference between cylinders 3 and 4 above. The distance between the smallest tick marks is one hundredth of a mm, or 0.0004", and you can discern to perhaps a tenth of that! So, this is a very accurate measure, performed while the cylinder is under torque, so any shims are squished flat, etc.
The accuracy is so good, that if you take the time to swap parts around, you can accurately determine discrepancies in the manufacture of the various parts! But, we ARE splitting hairs here! However, a benefit to both engine builder and customer is that the ability to move parts around for better fit means that perfection is more easily achieved, and the more equal the HP production of each cylinder, the smoother the engine will run, and the more HP the engine will produce overall.
Because this process includes the entire assembly, torqued as in service, and measures the height each piston protrudes out of its cylinder, all errors in connecting rod lengths, cylinder heights, crankcase spigots depths (cylinder bore deck), piston connecting pin heights, and shim thickness' are accounted for in the measurement results. There is no superior method.
In this instance, both the cylinder spigot heights (the case bores below the cylinders) and, subsequently, the cylinder heights, were close enough to have no measurable difference to their mates. (This is unusual!) Due to mismatch in CAC values right to left, the left cylinders (3 & 4) were shortened, heights checked again, and 0.2mm shims installed on the right (1 & 2) to bring the whole set, in combination with the cylinder head volume sizes, to a 9.4 : 1 compression ratio.
 Overall
these heads are a very nice original pair, with no cracked combustion chambers
or fins or stripped threads. And, SC heads are remarkably rare - the black coating
(not anodizing, but often confused for it) is unique to them and the S90, and
it can be (and sometimes is) cleaned away because it isn't very durable! In
theory, when new the black shading increases the emmisivity of the head by about
9%. Unfortunately, these heads have been cleaned rather much such that they've
lost a good bit of their blackness, though they retain more than tends to show
up in these images because the flash used tends to wash-out the darker coloration
and make everything look shiny.
Overall
these heads are a very nice original pair, with no cracked combustion chambers
or fins or stripped threads. And, SC heads are remarkably rare - the black coating
(not anodizing, but often confused for it) is unique to them and the S90, and
it can be (and sometimes is) cleaned away because it isn't very durable! In
theory, when new the black shading increases the emmisivity of the head by about
9%. Unfortunately, these heads have been cleaned rather much such that they've
lost a good bit of their blackness, though they retain more than tends to show
up in these images because the flash used tends to wash-out the darker coloration
and make everything look shiny.
AT RIGHT: These heads' combustion chambers, ready for installation. As noted elsewhere, the flash makes the heads' black coating nearly disappear. This is caused not only by the flash but also by fading of the original coating due to the effects of cleaning - the black coating is not very durable.
As stated above, we found no cracks, however, we did find bunged up guides. But, no matter, as usual, we replaced all 8 valve guides with modern materials that take our unleaded fuels better than the old guides did.
We also found the heads needed to be flycut. They were already cut some without the outer surface having been refaced - a real no-no, but they got away with it because they didn't cut too much. We did the job right and after flycutting the sealing surface we also faced the outer surface and did a conical cut in the head to return them to their original chamber sizes of 61ml.
MISSING IMAGES: Ordinarily we take photos of the tops, bottoms and rocker chambers in addition to the combustion chambers seen above. Oops! But happily, you can see all those areas in other images shown on this web page, just not exclusively in photos of cylinder heads! We regret they're missing!...
Fitted to these heads are great valves. They're originals, not aftermarket replacement which are all you can get new today. Further, and vitally, all the exhaust valves ARE the sodium filled type, which haven't been available new for some years now, and two of the intakes and two exhausts are new! Of course, the used valves valves have been checked for length (stretching makes them unworthy), polished, and refaced, so they're effectively perfect. The new valves were selectively installed in those combustion chambers where being a tiny bit smaller would help improve the match of all four cylinder's compression ratio - every little bit helps!
New springs, of course, carefully selected.
We match up slightly stiffer springs with the heavier valves (intakes are about 2% heavier than exhausts), so they're very close sets, matched up, so all the valves tend to float at the same time. ...Of course, each valve and retainer are position-specific through the shimming process...
After the valves are fitted, the combustion chambers are measured with a burrette. Remarkably, all four combustion chambers measure 61.0 ml.
 At
this point the engine is ready for its cylinder heads, and this work went very
quickly - as it should! - as all the prep work was already done.
At
this point the engine is ready for its cylinder heads, and this work went very
quickly - as it should! - as all the prep work was already done.
AT RIGHT: This engine, ready for the left head to be mounted.
Prepare the head "bolts" and washers, prepare the pushrod tubes, prepare the lower cylinder air deflection plates and their wire retainers, and get the torque wrenches set, and bolt on those heads!
My pattern is to mount one head, torque it to 7 ft lbs (as per the early manual), then mount the other head the same way, and then alternate between the heads with an ever-increasing torque up to the final torque value, then repeat the final value until the fasteners no longer turn when torque is applied. It's a gentle approach and tends to avoid cylinder head leaks.
BELOW LEFT & RIGHT: Both heads, installed. Here, the flash didn't wash-out the color of the heads as much and you can better see the blackness Porsche installed on SC (and Super 90) heads. The black rejects heat better, reportedly there's a 9% difference, though that does presume the metal is clean! It's not entirely clear what the process of blackening was because it's not very durable - it's clearly NOT anodyzing. In any event, also notice here the mounting hardware was replated as well.


The timing cover was in the mill getting that notch cut for the full-flow oil system, so I continued on without the cover attached. Now, with the cover ready, it got installed. Here's the engine just before that happened.


BELOW LEFT: The timing cover, now mounted, showing the full-flow oil tube. (left hand side of the pump cavity)

OK, mount the valve gear, adjust the valves and pop on the valve covers.


LEFT & ABOVE RIGHT: The rocker shafts have been polished, the spring and mountnig hardware plated, and the rockers themselves have been "hard faced" and then resurfaced. "Hard-facing" is a process to renew the hardness and thickness of metal that forms the surface that contacts the valve stem. A hard material is welded onto the iron rocker face and then it is resurfaced using special tooling to get the arc correct.
BELOW, LEFT AND RIGHT: Here we see the rocker assemblies installed, and the fully glory of these heads are clear. For the observant, yes, the engine stand is using the Matra yoke mounted on the Belzer head...


We can't forget the flywheel! It was properly taken care of too...


ABOVE LEFT & RIGHT: The flywheel for this engine is an original 200mm unit with 6 volt ring gear. It has been blasted clean and then machined - "resurfaced" - where needed. Mated to it is a correct original pressure plate, doweled in position and rotationally balanced.
 Then
fit the oil drain plug, and sump screen and plate. Of some small note is that
all the sump studs are original and in fine condition. I used new cap-nuts to
protect the studs into the future. Then, fit the two oil control pistons, their
springs and retaining caps.
Then
fit the oil drain plug, and sump screen and plate. Of some small note is that
all the sump studs are original and in fine condition. I used new cap-nuts to
protect the studs into the future. Then, fit the two oil control pistons, their
springs and retaining caps.
And now here it is as the longblock!


The intake manifolds go on fairly early and this time new Weber 40 IDFs were selected. They came with manifolds, but modern production, for all its benefits, is still not perfect. Here's a flaw in one of the manifolds that required attention. The burr seen here was removed with a "die grinder."

ABOVE RIGHT & RIGHT: A casting flaw can be seen inside the intake tube on the right side of this manifold. In the above image, the flaw before anything was done, and in the lower image, the flaw location is visible but the blob of material has been taken out with a "die grinder."

AT RIGHT: As the powder-coating on the tin was done previously, and the oil cooler thoroughly flushed, the manifolds are generally first, then the oil cooler, then the upper and lower cylinder tin - screws from the upper shrouds retaining the lower cylinder shouds (also called "flapper boxes") at the same time.
Several of the upper cylinder shrouds had long cracks coming from the exhaust notchs (replaced), and none of the tin fit very well. It took some doing to straighten it out. But now it's fine.
 After
the fan shroud (more on that below) was mounted, but before anything else in
the area was fitted, the distributor drive was installed and distributor attached,
just because it's very easy to get the rotation of the drive gear right without
all the clutter, in case the drive gear has to be removed a time or three and
shifted a tooth.
After
the fan shroud (more on that below) was mounted, but before anything else in
the area was fitted, the distributor drive was installed and distributor attached,
just because it's very easy to get the rotation of the drive gear right without
all the clutter, in case the drive gear has to be removed a time or three and
shifted a tooth.
AT RIGHT: Note that we rebuilt the distributor. It's a very nice "022", just as it should be!
At some point early in the process, the generator had the fan dismounted, and the moutning plate was removed and added to the batch of powder-coating. Then, at some other point before where things are here, the mounting plate was re-attached to the generator and the fan remounted, and the gap between the fan and the mounting plate was set, as per specification.
The order of assembly is not vital at this point, though obviously some things have to before some other things...


ABOVE LEFT AND RIGHT: Here we see the fan housing was mounted, then the carburetors, basic throttle linkage setup and then the generator stand with filler and then generator were mounted. Also note the copper exhaust gaskets - these work better than the modern non-asbestos type which tend to fail quickly. Also note the paper gasket for the oil pump cover is ready to be, but has not yet been, trimmed to clear the (removeable) tube for the full-flow system. ... The difference in shade from the left image to right is due to a crappy new camera. Darn! The image on the right looks closer to the in-person experience!
Let's take a better look at those carburetors!


ABOVE LEFT AND RIGHT: Interestingly, this time the carbs had two sets of linkage and the balls for the vertical rods were mounted on the lever arms that are on the opposite sides - not pictured here! (You can see the wrong "arms" in photos down below.) They just had the wrong geometry! ... And this is from a kit that came "complete" with new manifolds and air cleaners specifically for the 356! I don't know what they were thinking, but the other lever arms are extremely generic and have lots and lots of holes for mounting the M6 balls that permit attachment of the vertical rods. However, I realized they work better this way - they're pretty much perfect this way! So, I installed them the reverse, right for left, as they were sold and I'm glad I did! The Weber people could save a few dollars by not selling them with those other linkage pieces... ...In any event, the warrantee stickers are clearly visible here! (And, in other images below.)

AT RIGHT: The air-cleaners were mounted, then the full-flow oil pump assembly, and the forward pulley shroud, dipstick shroud, dipstick, and generator pulley!
It's starting to look like a complete engine now
Apparently we didn't take photos of some of the next steps, such as making and then installing the fuel line, mounting up the oil filter, and ignition coil, routing the plug wires etc... But soon came the day when it was ready to dismount, and then install the flywheel (which is much more easily done not on the engine stand due to having to install and remove the flywheel multiple times).

AT RIGHT: Here were're about to dismount the engine from the stand. The new OE German gland nut can be seen in the end of the crankshaft, and one can also see the weird (wrong!) linkage arms on the carburetors spoken of earlier. Visible too, is the new fuel line we fabricated for these Webers, following the original design, just with detail for these carbs.
For those who might pay attention, that's an original engine stand head and yoke but the stansion is custom made, sorter than stock so the engine is within reach of the floor jack!
We aren't planning to run the thermostat, but it could easily be mounted.
BELOW LEFT AND RIGHT: While there are images of the flywheel up above, here are both, ready to be mounted, with the flywheel on top, obviously. Both the flywheel and pressure plate were "restored": blasted clean, three surfaces on the flywheel cut, the "shoe" of the pressure plate cut, then the pressure plate painted with an "iron grey" color high-temp paint, and then the pair balanced. (Note the dowel pins in the flywheel for pressure plate alighment.) The "smudges" on the friction surface are the remnants of rust-pits. They shouldn't cause any trouble. The friction surface was ground first until it was sufficiently smooth and OK for new service, then the pressure plate mounting surface was ground to match so that the original depth is maintained, and then the center was ground some to prevent the clutch from binding on the inner part of the flywheel - these are all standard practices. Similarly, the shoe of the pressure plate was ground smooth, too.


BELOW LEFT AND RIGHT: Now, with the engine dismounted, the "crankshaft end-play" is set by fitting the right size shimming under the flywheel. A measurement is made with the tool as shown (sorry about the crappy new camera! ...if the flash was on it washed out and off, it's dark, like this!), and here you can also see the "flywheel lock" system that permits the torquing of the flywheel while the engine still rests on the jack. The sharp eyed will note that a different gland nut - not a new one - is shown in the image here. That's because an old one is used for the trial fitting process to keep the new one pristine. In this instance it took three installations in order to set the end-play correctly, then one more time to install the oil seal, new iron gasket and new gland nut!


BELOW LEFT AND RIGHT: Here a new clutch disk (aka friction disk) is fitted, then the pressure plate, and the original KAMAX brand socket-head screws torqued to 18 foot pounds.


Following this, the engine was bolted to Our Dynamometer and immediatley topped up with oil! Just to get it out of the way, now that there was a 6v battery easily available, the generator was polarized. Then, the throttle linkages were checked and set, the carburetors tweaked to best-guess initial settings, ignition aproximated, and the engine started. The FIRST thing once it's running is to check the oil pressure. It being fine, while still cold and barely running, exhaust leaks are tracked down. In this case, both #1 and #4 had minor leaks and so the nuts were tightened until the leaks went away. Then, the idle is set, and then the timing checked for zero. Following this, the order is less important.
The ignition was found to have too much advance - fully 34° (degrees) from zero at idle to all-in. This is not acceptable, even though it's "within specifications." Today, 32° is the most anyone who's not racing should venture, and especially with an SC that has the full 9.5 : 1 compression ratio (or close to it). However, for running-in, we don't expect full advance so we proceeded to run-in the engine while worrying about fixing this some other time.

...And then, it was fully warmed up and then run-in as per Porsche specifications. (Workshop Manual, operations 52 EN, 53 EN, and 54 EN, pages E83 and E84.) A short video was taken during the run in process, click here to download it!
Download Video: Closed Format: "MP4" Open Format: "OGG"
Following the run-in process, the oil was changed and (the next day) the valves were adjusted. Then, the excessive advance was addressed.
Because some people are keeping logs of VIN and engine numbers and then purport to tell people what someone else has, out of respect and concern for a buyer's privacy, exact VIN and engine number data are not published here.
{kind=link}
{kind=link}
{kind=link}
{kind=link}